
Humidification and humidity control
in textile manufacturing
Humidification in textile manufacturing has many benefits that will enhance profitability:
Product weight - preventing moisture loss during a textile’s processing and storage can reduce weight loss from a typical 4% to just 0.5%.
Yarn quality - correct humidification will maintain yarn strength and elasticity, producing a better quality product with higher margins. Wastage is also reduced through a reduction in shedding.
Static control - Static can cause reduced productivity and product quality due to lint and fly attraction, machine jams and employee discomfort or even accidents. Higher humidity naturally dissipates static charges alleviating these problems.
Weaving efficiency - optimal humidification reduces yarn breakages in weaving, reducing machine downtime as well as loom stop marks and weavers knots in the finished product.
Employee comfort - humidifiers can deliver around 5°C of evaporative cooling to a textile production facility, while suppressing dust, fly and lint. This creates a healthier and more productive atmosphere for employees.
Benefits of Condair humidification in textile manufacturing include:
- Extensive expertise around the world with many textile manufacturers
- Comprehensive product range to precisely meet customers' requirements
- Ability to provide innovative proven solutions for all textile processes
- Comprehensive service of expert advice, design, supply, installation, commissioning, maintenance and spares supply
- Increased production efficiencies, reduced waste and increased profits
- Healthier and more comfortable atmosphere to increase staff productivity and reduce accidents
- Triumph International, UK
- Superba, France
- Picanol, Belgium
- Ganges Jute, India
- Cheviot Jute, India
- Milliken, US
- CVT Group, Canada
- Freudenberg Vliesstoffe, Germany
- AB Fiberduk, Sweden
- Trisoft Textil Ltda, Brazil

Other industries where Condair delivers vital humidity control...
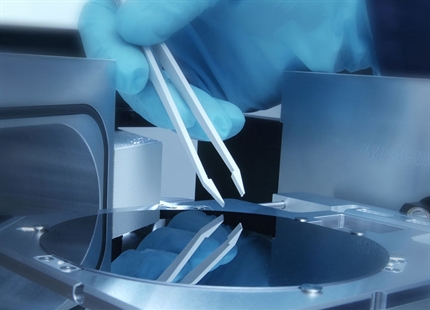
Humidification & humidity control in semiconductor & PCB manufacturing
Preventing static electricity and dimensional changes from occurring on the surface of the silicon wafer.
Read more
Insectary & insect breeding
Breeding of insects for zoology, research or to contribute protein to the food chain, requires specialist humidity control s...
Read more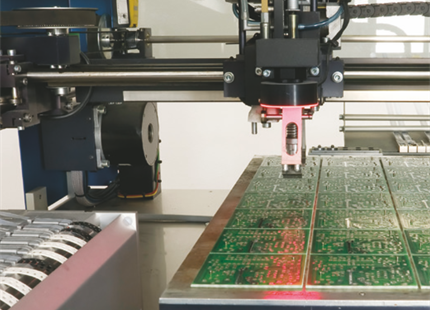
Electronics manufacturing
Eliminate harmful electrostatic discharge with humidification.
Read more
Spray booth humidification
Prevents evaporation of water-based paints and improves finish.
Read more
Tobacco production humidification
Improved product quality and production efficiency.
Read more
Printing humidification
Prevents dimensional change and improves production processes.
Read more
Pharmaceutical manufacturing humidification
Increases efficiency & yields.
Read more
Paper & pulp production humidification
Prevents dimensional changes.
Read more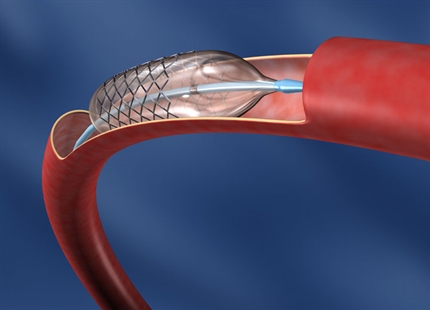
Medical device manufacturing humidification
Improves yields and reduces waste.
Read more
Explosive & munition manufacturing humidification
Prevention of electro static risk to combustible materials.
Read more